Современные технологии сварки и резки металлов
Все чаще для увеличения качества, точности и производительности процессов соединения и резки металлических заготовок с успехом используют энергию:
- лазерного луча;
- потока плазмы;
- струи воды.
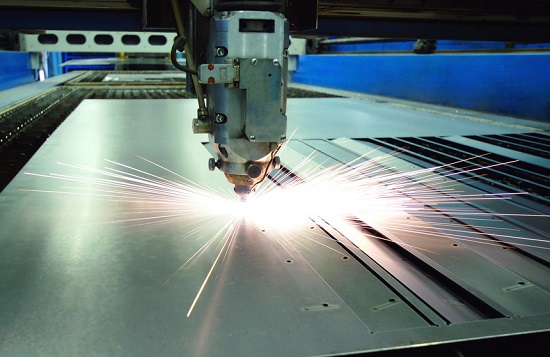
Лазерная резка и сварка
Для лазерной резки металлов может быть использован луч порядка 0,1 мм в диаметре. Применение этой технологии предоставляет существенные преимущества:
- отличная производительность процесса;
- возможность обойтись без дополнительной обработки плоскости реза;
- не развиваются заметные температурные напряжения в заготовках;
- высочайшая точность расположения плоскости резания относительно других граней заготовки.
Лазерная сварка обеспечивает высокое качество шва и производительность, благодаря ряду особенностей:
- тепловая энергия может дозироваться очень точно;
- тонкий и точно ориентированный луч позволяет проваривать узкие и глубокие швы;
- легкость управления лучом и возможность размещения его источника на значительном удалении от зоны сваривания.
Применимость лазерной технологии ограничивает низкая мощность существующих установок. Для стальных заготовок ее применяют при толщине металла до 10-12 мм. Высокая способность к отражению большинства цветных металлов еще более усложняет процесс.
Плазменная резка и сварка
При большей толщине заготовок резку металлов целесообразнее производить потоком ионизированного высокотемпературного газа. В зависимости от материала разогретая до 15-20 тысяч градусов плазма легко проплавляет заготовки толщиной 5-12 см.
Плазменная сварка отлично подходит для высоколегированных сталей и сплавов цветных металлов. Она позволяет соединять заготовки толщиной до 9 мм. В отличие от электродуговой сварки пространственное положение шва не имеет существенного значения.
Общими преимуществами плазменной резки и сварки являются:
- производительность;
- низкая себестоимость процесса;
- компактность оборудования;
- высокая безопасность процесса.
Недостатки также присутствуют:
- коробление и охрупчивание металла в зоне разогрева;
- необходимость подвода охлаждающей воды и защитных газов к производительным горелкам.
Гидравлическая резка
Струя воды под давлением до 600 МПа выходит из сопла диаметром порядка 0,1 мм. Ее кинетической энергии хватает для резки стального листа толщиной до 30 см. Для резки твердых металлов в воду добавляются абразивные добавки.
Преимущества технологии:
- непревзойденная производительность при толщине заготовок от 6 мм;
- полное отсутствие нагрева материала и превосходное качество поверхности;
- минимальные потери материала.
Недостатки гидравлической резки:
- высокие затраты на приобретение и содержание оборудования;
- коррозионное воздействие на материал.





